モノづくりにおいて『工数削減』や『納期短縮』は重要な課題であり、それは品質管理の工程についても例外ではありません。品質管理には様々な工程がありますが、その中でも触針式三次元測定機による寸法検査が工程のボトルネックになっているのを頻繁にお聞きします。
そうした状況に対して短時間でしかも簡単な操作で寸法検査ができるという触れ込みで販売されているのが3Dデジタイザであり、近年では精度保証をする装置も出て来ました。
ただ、3Dデジタイザを使って製品を測定した値は触針式三次元測定機の値との差が大きくなることが多く、測定精度の問題で置き換えは難しいのではないかとも言われています。
そこで今回のブログでは3Dデジタイザと触針式三次元測定機の測定精度にどれぐらいの差があるのか、ボールゲージを使った精度比較調査を行ってみたいと思います。
目次
使用設備の仕様
触針式三次元測定機
■装置名:CNC三次元測定機
■メーカー:㈱ミツトヨ
■型式:Crysta-Apex S9168
■測定方式:測定プローブによる点データの取得
■最大許容指示誤差:1.9+3L/1000μm
3Dデジタイザ
■装置名:3Dスキャナ型三次元測定機
■メーカー:㈱キーエンス
■型式:VL-570
■測定方式:パターン光による点群データの取得
■測定精度:±10 μm
■繰り返し精度:2 μm
それぞれの装置の測定原理や3Dデジタイザのスキャン方法等につきましては、以前投稿しました技術ブログ「樹脂成形品の形状評価への3Dデジタイザの活用」に記載がありますので参照ください。
測定精度の検証方法
測定対象物
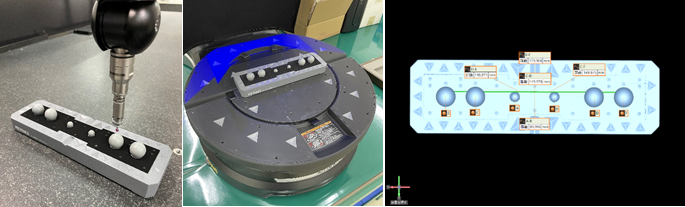
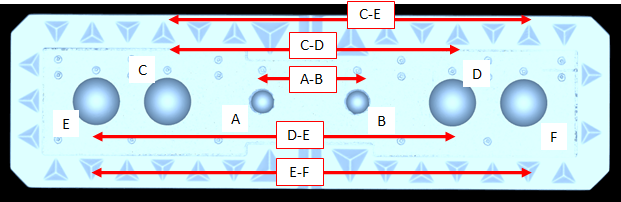
校正されたボールゲージを使用。

測定内容
ボールゲージの球中心間距離を測定。
CNC三次元測定機(Crysta-Apex S9168)での測定方法
- 標準スタイラスφ4.0-10 mm を使用。
- それぞれの球を 9点で測定。(頂点1点、45°方向4点、90°方向4点)
- 1.にて取得した点から球を作製。
- 球の中心間の距離をそれぞれ算出。
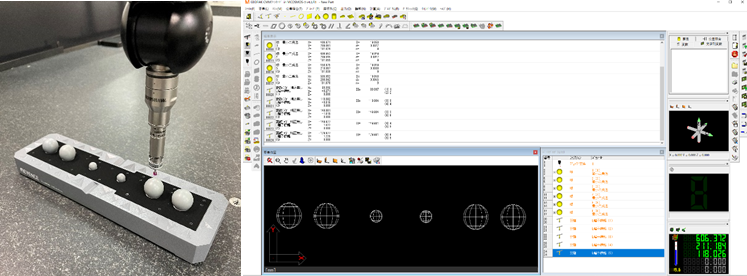
3Dデジタイザ(VL-570) での測定方法
- 低倍スキャンモードを用いて60°ピッチ(6ショット)でスキャン。
- スキャンデータから球を作製。(閾値 σ=1.8)
- 球の中心間の距離をそれぞれ算出。


検証結果
結果と測定誤差(校正値との差)の結果は以下のようになりました。
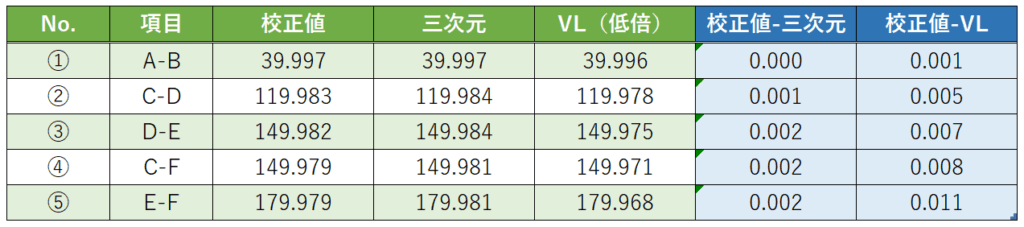
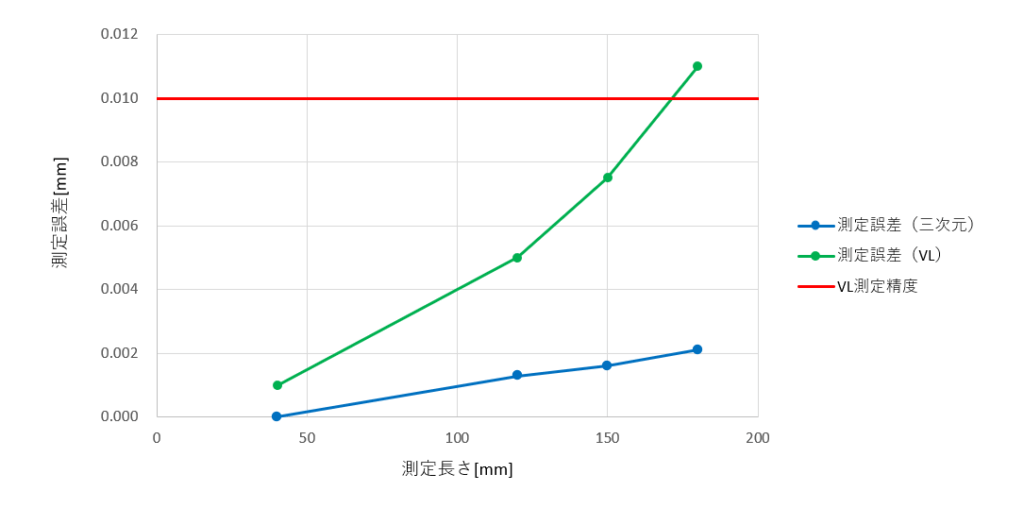
CNC三次元測定機(三次元)の測定誤差は最大でも0.002 mmとなり、非常に安定した測定結果となりました。
3Dデジタイザ(VL)の測定誤差は最大で0.011 mm となりましたが、装置の測定精度として±10μmをうたっているためカタログ値通りと言えるかと思います。
ただし、3Dデジタイザは測定長さが長くなればなるほど誤差が大きくなる傾向にありました。
まとめ
今回の検証では3Dデジタイザ(VL-570)は「1スキャンの非合成データ」「計測方法が単純」「測定長さが短い」という条件であれば、測定精度が±10μmに収まるということが分かりました。
しかしながら、実際の製品や部品のように形状が複雑で測定長さの長い物を測定した場合には精度が悪くなることが予想されますので、次回のブログではその検証を行ってみたいと思います。
3Dスキャナ・3Dプリンタ・各種ソフトウェアなどの
デジタル技術を用いた開発・試作・評価業務に関しまして
ご不明な点やご相談がございましたらお気軽にお問合せください。
スタッフ